HEATFOSS supply only the highest quality spare parts designed to perfectly match the excellence of the original equipment standard.
All spare parts are manufactured to original equipment standard and come with identical warranty period to the original manufacturer.
HEAT RECOVERY
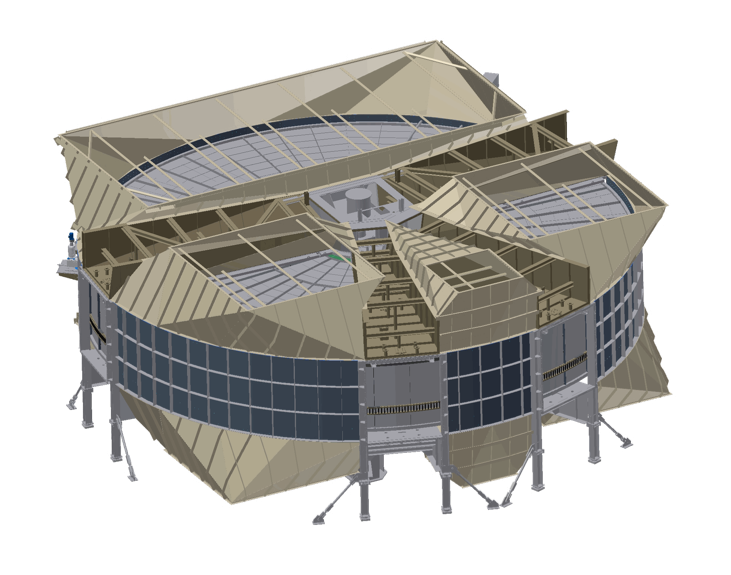
Heat Recovery is vital to the functionality and economy of a Thermal Power Plant, and correct selection of element profile, material, surface treatment and manufacturing quality are vital to that.
The addition of DeNOx systems like SCR have added challenges to AirPreheater performance, its design and redesign. Operating parameters like concentration of NH3, SO3 and Temperature are important, as they influence precipitation of Ammonium-Bisulphate and Sulphoric Acid. For trouble free operation, specialists with the right knowledge and experience must be consulted.
Heatfoss offers not only knowledge, experience and performance calculation, but also supply and installation of a wide range of basketed heating element surface configurations with or without enamel for the Ljungström® and Rothemuhle® Air Preheater type. Heatfoss uses only European quality.
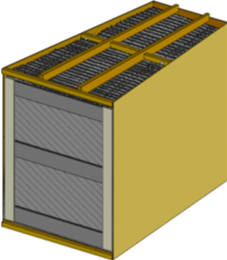
To insure the correct performance and long lifetime under changing plant environments, Heatfoss uses steel manufactured under the latest EN and ASME standards for high strength low alloy steel with enhanced corrosion resistance. The basketed elements are built to precise geometric specifications to assure correct heat transfer and efficiency.
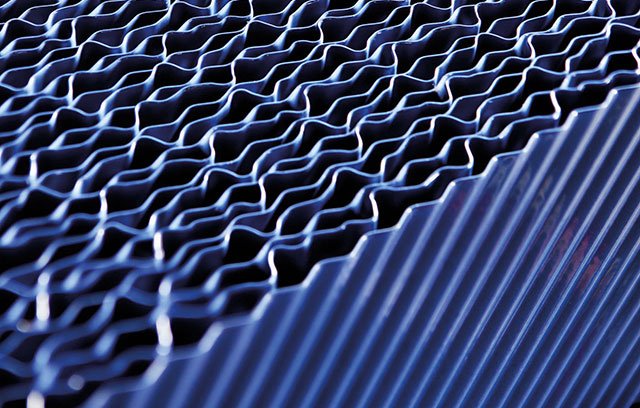
HEATING ELEMENTS
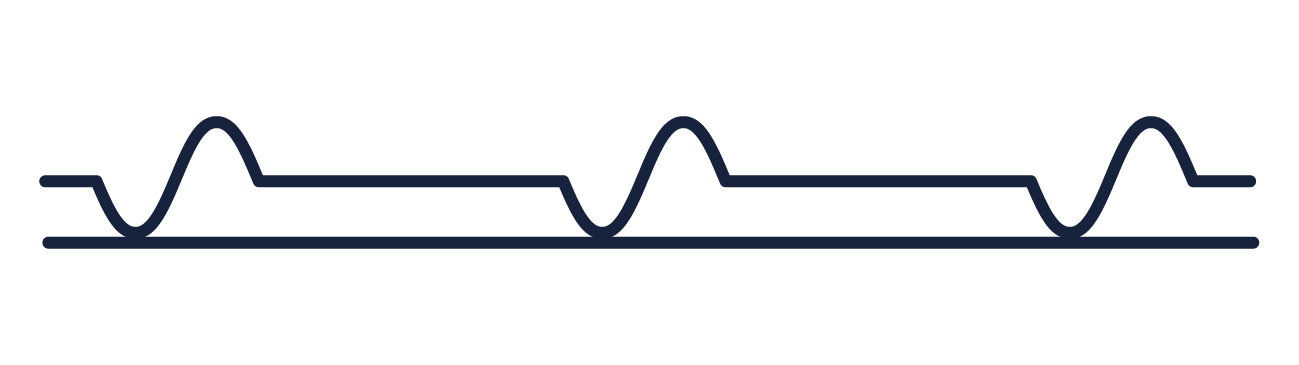
The Double Undulated profile is the most used element. It is characterized by alternating stacking of Undulated sheets, with sheets that are both Undulated and Notched and can be supplied as 2.5 and 2.78 representing the spacing between adjacent sheets. It is a very efficient element and has a high heat transfer coefficient and at the same time a relatively small pressure drop factor. The parallel notches make the element highly suitable the Cold End layer and better cleaning ability.

The Corrugated Undulated profile is a widely used profile, though only in Natural Gas fired power units. It is characterized by alternating stacking of Corrugated and Undulated sheets. It is a highly efficient element in relation to heat transfer, but with correspondingly high pressure drop characteristics as well. This means a lower air preheater and more heat transfer surface area. This element is especially suitable for the Hot End and Intermediate layer.
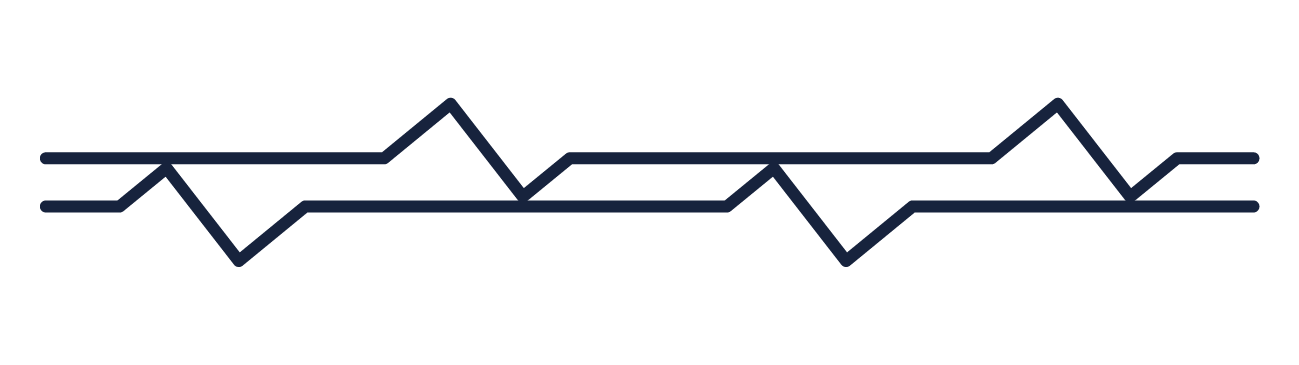
The Double Notched profile is a common profile, however mainly in high dust applications. It is characterized by stacking identical sheets that are both Undulated and Notched, and can be supplied in 2.9 and 3.5 representing the spacing between adjacent sheets. The DN profile offers pressure drop and heat transfer characteristics similar to the DU profile, but the double parallel notches offer in addition reduced fouling and is highly suitable the Cold End layer and better cleaning ability compared with the DU profile.

The Notched Flat profile has been a used element for decades. It is characterized by stacking of Notched followed by Flat sheets, and can by supplied in 6.0 representing the spacing between adjacent sheets. Although it has low thermal efficiency, its open configuration makes it highly suitable for the Cold End layer in combination with coal firing where condensation and high dust can cause plugging and where frequent cleaning is required.
The Flat Notched Crossed profile is not widely used. It is characterized by stacking identical sheets that are Notched. It has higher thermal efficiency and lower pressure drop than the standard DU profile. It is mainly used in low fouling applications together with Oil and Natural Gas, since its rather closed configuration makes it difficult to clean, making it unsuitable for the Cold End layer in any application.
ELEMENTS MATERIALS
Heatfoss provides several high quality steels for use in airheater elements. They all conform to EN or ASTM standard and production certificates are supplied according to EN10204 3.1 to verify compliance with the material standard.
For low corrosive environments Heatfoss supplies as a minimum Cold Rolled DC01 according to EN 10130 or CS Type C according to ASTM A1008 whenever carbon steel element is specified.
Basket material will typically be S275JR according to EN 10025 or similar.
For more precipitative and corrosive environments often experienced in the Cold End Layer, Heatfoss supplies typically Cold Rolled S355J0WP according to EN 100155 or Grade A according to ASTM A588 both with enhanced corrosion resistance.
The corrosion resistance of ASTM materials are established using the ASTM G 101-04 standard. Based on this standard ASTM A588 Grade A steel has a Corrosion Index of 6.0. For comparison ASTM A1008 Type C has a Corrosion Index of 1.0.
For applications with enameled elements typically located in the Cold End Layer, Heatfoss supplies typically cold rolled CE04ED according to EN 10209. This grade is highly suitable for direct enameling.
Basket material will typically be S355J0WP according to EN 10155
THERMAL PERFORMANCE
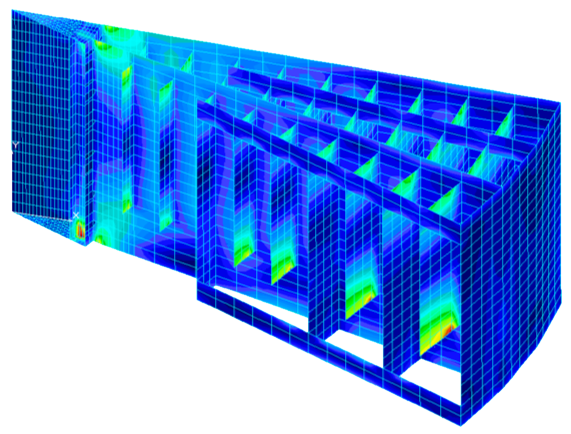
Based on in-house computational software Heatfoss can carry out thermal performance calculations based on the geometrical specification, selected profile and various operating parameters.
The model incorporates operating parameters like flue gas composition, flue gas and combustion air inlet temperature and pressure, direct and entrained leakage and geometrical parameters like layer configuration, element profile, number of sectors and heating surface area, and produces flue gas and combustion air outlet temperature, pressure and composition.
MANUFACTURING PROCESS
Manufacturing with attention to factors affecting quality is key to function, performance and lifetime. This in particular is true in relation to enameled elements.
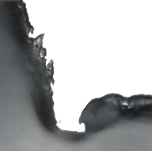
With the manufacturing process burr is inevitably applied to edges of the elements. This rough ridge prevents the enameling to properly close around the edge and must therefore be removed.
Heatfoss upholds procedures for burr removal. The effect is illustrated with a microscopic image of a sheet with the burr established, and one with the burr removed. The procedures secures an edge rounded enough for the later applied enameling to close properly around the edge.
If the burr is not removed, and if the element is placed in a precipitative and corrosive environment, the burr is exposed allowing corrosion to initiate at this point.
The market offers two types of enameling processes, dry electrostatic and wet electrostatic. For heating elements the dry electrostatic process is wide used, more so because it is fast and cheap but not good.
The wet electrostatic process is far superior to a dry electrostatic process measured on surface flexibility, porosity, edge coverage and consistency all of which has a linear impact on function, performance and lifetime. Independent analysis reports the differences.
Heatfoss has a preference to the wet electrostatic process and work with the best suppliers in the world. It comes at higher cost, but the quality and lifetime it adds far supersedes the cost.